How does 3D printing – metal FDM work?
It is no secret, for some years now the new complete systems of Desktop Metal and Markforged have appeared for the FMD metal 3D printing. Normally we are used to seeing huge (and very expensive …) SLM / DMLS metal powder printers so it sounds a bit strange to see an FDM 3D printer that uses a “metallic” filament.
How does this type of 3D printing work?
It is just as you are thinking or as you have always dreamed of. Everything is based on the use of a filament … metallic! It’s not really like taking some wire and putting it in place of the PLA. Here we are talking about metal powders (in this case 316L Steel) mixed together with a thermoplastic binder (binder). To all intents and purposes it is a very common 1.75 mm or 2.85 mm filament.
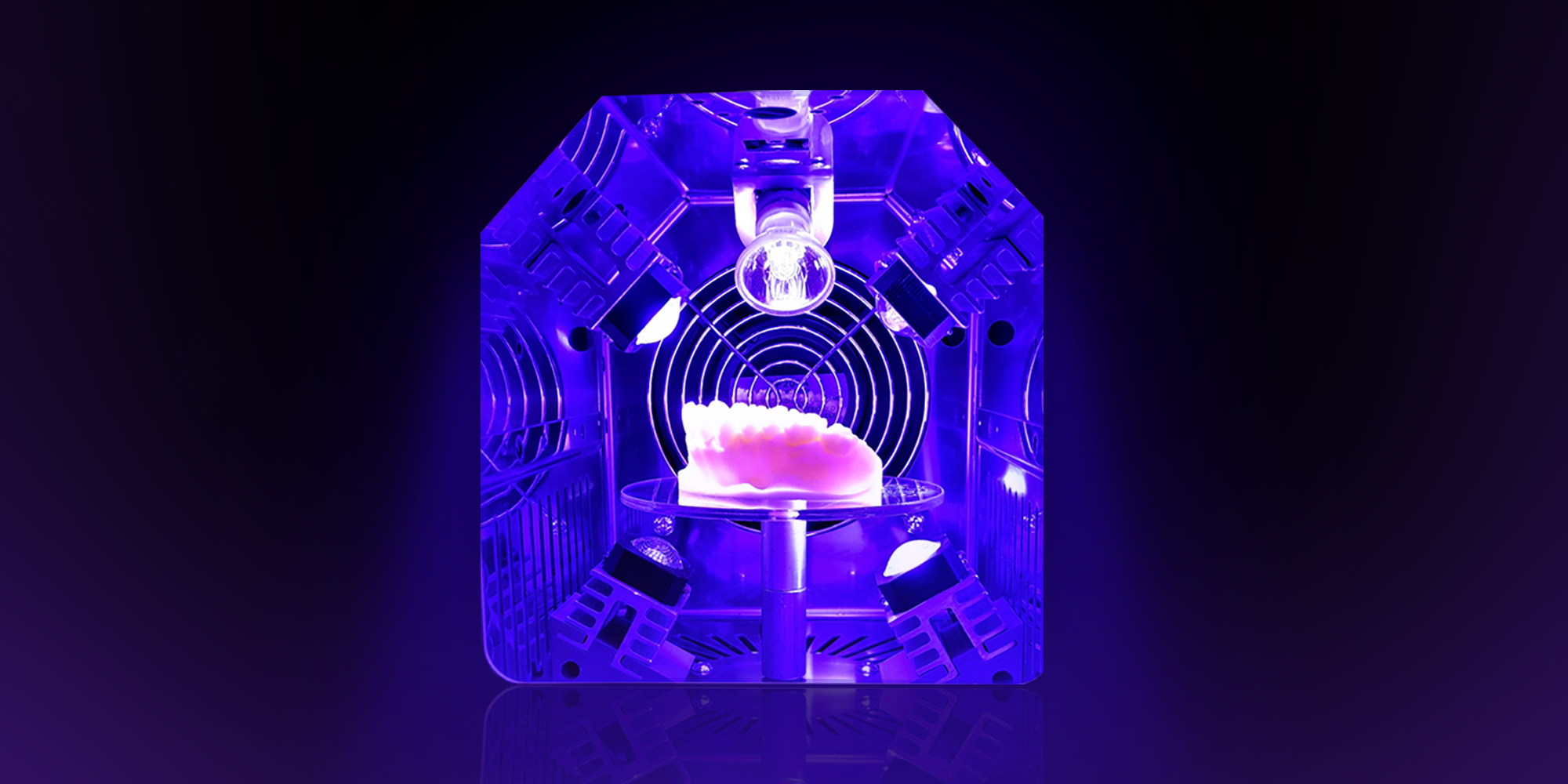
The magic happens not so much during printing as in post-processing: once the 3D printed part is finished, it will be called a “green part”. In this phase of the process it is very very fragile and, before being placed in the oven at about 2000 ° (for sintering, white part), it requires an intermediate step: de-binding or the removal of the thermoplastic that binds the dust metallic (brown part).
Can I also print it at home or in the company?
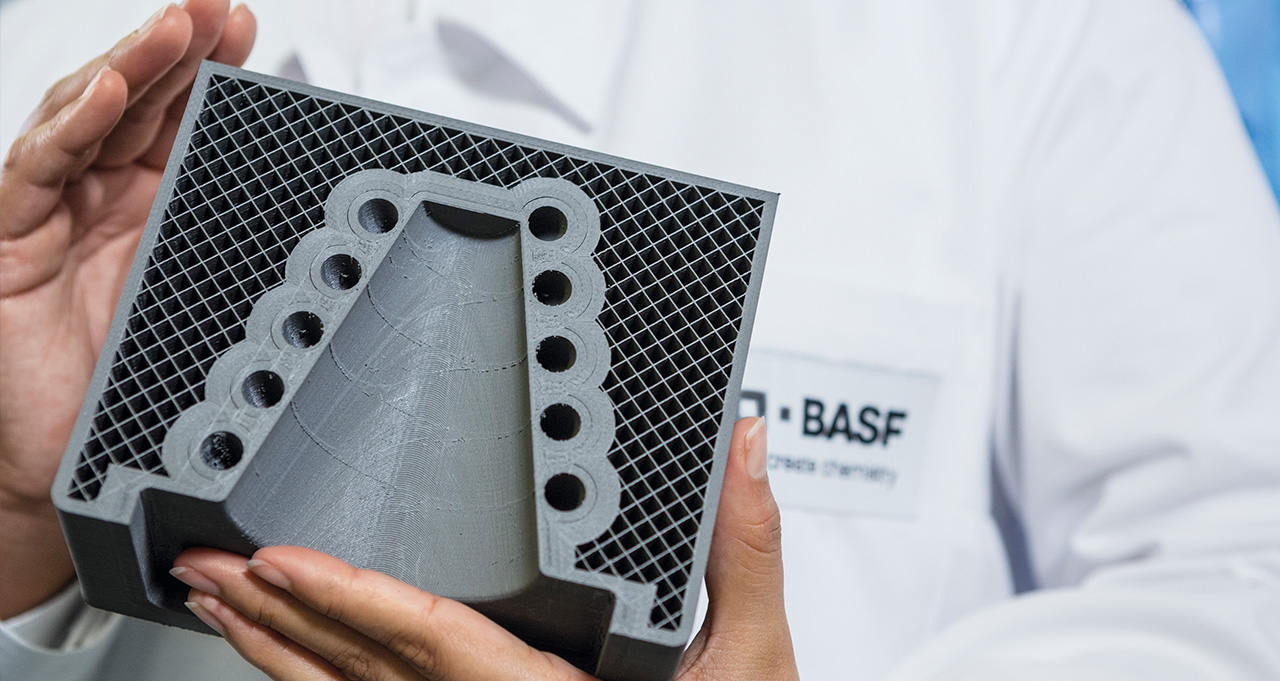
BASF with the new ULTRAFUSE 316L filament opens up the possibilities of metal printing even for users with inexpensive printers. Looking at the printing requirements of this material it emerges that:
• It prints between 230 ° and 250 °
• Requires a heated surface at approximately 100 °
• Better to use an additive such as Dimafix for adhesion to the top
• Use hardened steel nozzles (> 0.4 mm if possible) and layer height between 0.1 and 0.2 mm
• A boxed / closed printer is not essential
As you can see, these are characteristics that the good quality printers on the market are able to satisfy. However, there remains a problem that is not very easy to overcome: how can I correctly perform post-processing? And this is where Desktop Metal and Markforged emerge with arrogance. They not only sell you the printer but also all the complete De-binding Kit and baking oven, as well as all the know-how to create objects from A to Z.
In this case the costs rise considerably and above all it is not possible for everyone to keep equipment such as ovens or washing tanks at home or in the company. BASF is organizing to create (through its network of partners) centers where it is possible to send the “green part” (the raw 3D printing) for de-binding and subsequent sintering in the furnace.

We hope that soon metal 3D printing will be within the reach of many small companies that cannot invest such large sums for internal needs.